






挤压是迫使金屑块料产生塑性流动,通过凸模与凹模间的间隙或凹模出口,制造空心或断面比毛坯断面要小的零件的一种工艺方法。如果毛坯不经加热就进行挤压,便称为冷挤压。冷挤压是无切屑、少切屑零件加工工艺之一,所以是金屑塑性加工中一种先进的工艺方法。
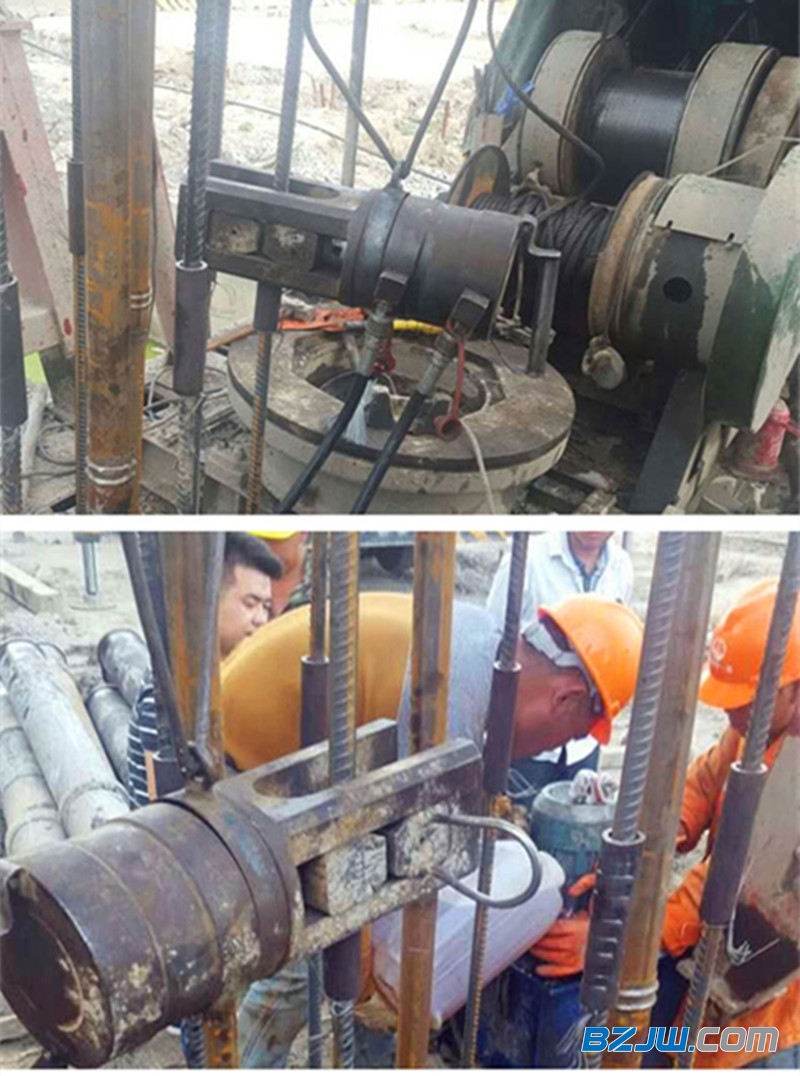
.套筒冷挤压连接工艺简介:
套筒挤压连接方法是将需要的连接的钢筋(应为带肋钢筋)端部插入特制的钢套筒内,利用挤压机压缩钢套筒,使它产生塑性变形,靠变形后的钢套筒与带肋钢筋的机械咬合紧固力来实现钢筋的连接。这种连接方法一般用于直径为16~40mm的Ⅱ级,Ⅲ级钢筋(包括余热处理钢筋)。
正挤压时,金属的流动方向与凸模的运动方向一致。正挤压可以制造各种形状的实心件和空心件。
反挤压
反挤压时,金属的流动方向与凸模的运动方向相反。反挤压可以获得各种形状的杯形件。
复合挤压
挤压时,毛坯一部分金属流动方向与凸模运动方向相同,而另一个部分金属流动方向与凸模运动方向相反。复合挤压可制得各种杯、杆、筒零件







内容申明:中华标准件网为互联网信息服务提供者,中华标准件网 (含网站、客户端等)所展示的商品的标题、价格、 详情等信息内容系由商家发布,其真实性、准确性和合法性均由商家负责。中华标准件网 提醒您购买商品前注意谨慎核实,如您对商品的标题、价格、详情等任何信息有任何疑问的 ,请在购买前与商家沟通确认;如您发现商铺内有任何违法/侵权信息,请立即向中华标准件网举报并提供有效线索。